Non-waste recycling plant with RDF-fuel production facility
- Description
- General parameters
- RDF fuel
- Analysis of wastes
- Structure
- Biogas
- Works and services
- As built drawing
- Project work
- Video
Project work
Development of the basic strategy concept of planning and construction of the mechanical and biological waste treatment plant will be tailored to local conditions.
GENERAL EVALUATION, PRELIMINARY PLANNING AND CONCEPT OF THE PROJECT WORKS INCLUDE THE FOLLOWING SERVICES:
- – General expert opinion including site visiting and waste analysis / in a report form
- – Development of the basic planning concept based on the following documents:
- Technological flow chart including substantial technological details
- Review of mass flow / balance including substantial technological details
- Concept description
- Equipment placement layout
- Construction site layout
- – Suggestion on the plant construction site logistics MYT®
- – Data on the structure of costs and the calculations of contract price
- – Economic justification
- – Explanation of the project documentation and grounds for the project authority transfer, conditions of reception of the planned project by the client
Required work documentation
The implementation is based on the information provided by the order manager. The order manager is to provide the following documents and information in written form:
- Special requirements and conditions on site (logistic, technological technical, economical)
- Guiding policy principles and general regulations
- Requirements and terms of legislation
- Present location of the plants
- Possible requirements on the working hours for equipment and machinery.
DATE OF COMPLETION
 14 weeks after the checkout performance works and transferring of all the required documents (working documentation package).
14 weeks after the checkout performance works and transferring of all the required documents (working documentation package).
Main documents are to be sent twice – in written form and in electronic version in "pdf" or MS PowerPoint.
BIO ENERGY HOLDING is your certified contractor of the modern utilization of wastes with a unified technological program. The cooperation with a certified contractor of waste treatment means reliability and clarity for clients. BIO Energy Holding guarantees the usage of environmentally friendly technologies and the most recent equipment.
Built drawing


Works and services
 The training of the personnel and supervisors includes theoretical and practical part. Theoretical part is prior to the start of operation, practical part starts during the period of commissioning and performance tests. At request, the special plant concept training can be provided at the German standard plant for the training of the main team of operators.
The training of the personnel and supervisors includes theoretical and practical part. Theoretical part is prior to the start of operation, practical part starts during the period of commissioning and performance tests. At request, the special plant concept training can be provided at the German standard plant for the training of the main team of operators.
Draft budget includes the following indirect civil costs:
– EXPERT EVALUATION
Cost of certificates, performance test reports; costs of ecological and project researches on the prevention of gas emissions, explosions and fires, as well as any opinion letters demanded by the local authorities and required for the construction of the plant.
– ENGINEERING SURVEY WORKS
Engineering survey works connected with the project site, as well as the areas connected with the project including the existing construction buildings and infrastructure (length and height).
– LICENCES
All the licence payments required for the plant organization and operation.
– OPERATION SUPERVISION ON SITE
Civil work management and the coordination on site connected with the acquisitions and processes required during the period of the plant construction MYT®.
COST OF INVESTMENT MAY DEPEND ON:
- general plan, construction site, basement floor plan
- state /local regulations and restricting parameters
- type of the water treatment and its further usage (system of water management )
- concept of gas emission and airflow control
- adaptation of electricity consumption / plant cooling to local climatic conditions
- operation and safety technology (sound insulation, gas exhaust protection and air quality)
- working hours and availability of the plant
Supplies and services which are not included in the calculations and can be added to the project if necessary:
- Land development of the areas adjacent to the plant and any types of works connected with land management; perimeter fence of the plant site is considered to be the border which is outlined on the drawing of the construction project placement.
- Dumping place and composting area
- Measures connected with drainage works and stabilization of the underground operations
- Soil contamination, treatment of the contaminated materials, except the cases of contamination in the result of the civil works
- Fuel and operation materials, except the first loading
- Wastes required for the period of commissioning.
PROVISION OF THE FULLY DESIGNED TECHNOLOGICAL PLAN OF THE SITE TAKING INTO ACCOUNT THE MINIMUM REQUIRED PLANT DIMENTIONS
 Supply from 333 t to 2000 t of MSW per day depending on the selected plant performance. Supply 6 days a week, at least 300 days a year. Different operation concepts allow to increase the supply to 7 days a week, respectively - 365 days a year. These amounts are to be agreed upon.
Supply from 333 t to 2000 t of MSW per day depending on the selected plant performance. Supply 6 days a week, at least 300 days a year. Different operation concepts allow to increase the supply to 7 days a week, respectively - 365 days a year. These amounts are to be agreed upon.
Accepting to city dumps the residual inert material from the plant, in case no useful utilization of those residual materials is planned, for example, road construction.
Connection of the power station of the plant to the local power supply network at the price specified by the parties. If local legal documents forbid connection, proper solution on the excess energy will be worked out. Approval and acceptance of the project plans in compliance with local norms and standards.
Biogas
 The main target of the dry fermentation technology is biogas recovery out of the structured (relatively) dry biomass extracted by sorting the organic waste MSW (kitchen wastes, green mass, tree branches, etc.) and by means of fermentation, storing it in the hermetically sealed hangar-tunnels. The loading of organics is performed in portions in each hangar-tunnel separately with time intervals, then after its loading starts biomass fermentation process and continuous biogas emission.
The main target of the dry fermentation technology is biogas recovery out of the structured (relatively) dry biomass extracted by sorting the organic waste MSW (kitchen wastes, green mass, tree branches, etc.) and by means of fermentation, storing it in the hermetically sealed hangar-tunnels. The loading of organics is performed in portions in each hangar-tunnel separately with time intervals, then after its loading starts biomass fermentation process and continuous biogas emission.
The biogas plant of dry fermentation consists of a number of modules – fermentation hangar-tunnels (fermenters). Each module is loaded with biomass by means of a standard wheel loader. All over the area under the fermenters is placed a laid concrete basin foundation in which the enriched with bacteria technical liquid - «perkolat» stays in motion.
After loading the material with a regular loader inside the hangar-tunnels (fermenters) in the course of dry fermentation in the organic fraction of MSW the process of fermentation takes place, without any liquid being added. Depending on the type of the input organic fraction (substrate) and its quality it is recommended to regrind the substrate to 100 mm.
In the course of the technological process the whole organic mass in fermenters is subjected to irrigation with the technical liquid («perkolat») enriched with bacteria that produce biogas. The process control is carried out by the computer and the software of a tailored design installed in it.
The concept of the plant operation is as follows: the biogas recovered by means of anaerobic fermentation consists of two main components: methane (СН4) and carbon dioxide (СО2). Besides, in the structure of biogas are present in small amounts hydrogen (Н2), nitrogen (N), oxygen (О2) and hydrogen sulfide (Н2 S). The content of the main biogas components depends on both technology characteristics, and the structure of the processed cattle-breeding waste products connected with the season and type of the feed consumed by animals. Usually biogas contains 55-70% of methane, 26-41% of СО2, about 1% of Н2 and up to 0,3% of Н2S.
Method of extraction - co-generation cycle energy production – is the most important trend in the area of energy balance rationalization, substantial cost reduction in electrical and heat energy production, recovering additional types of production (organic fertilizers) using cattle-breeding waste products as input material, the combination of which allows to significantly reduce specific energy consumption of the primary energy resource (natural gas) for electricity and heat production.
the combination of which allows to significantly reduce specific energy consumption of the primary energy resource (natural gas) for electricity and heat production.
The main core of the processing chain of production cycle of the fermentation plant is anaerobic fermentation based on the biological processes of transformation of the natural organic materials in biogas, consisting of the dry fermentation for dry substrates and the fermentation of the organically enriched process water in its technological collector.
For the implementation of fermentation process the irrigation of material with the production cycle process water is performed (by means of the outflow from dry fermenters -> for further fermentation in the process water collector -> reverse outlet for perkolation in dry fermenters).  The water temperature in the technological process is adjusted so that in a dry fermenter it would constitute 38°C (mesophilous temperature conditions).
The water temperature in the technological process is adjusted so that in a dry fermenter it would constitute 38°C (mesophilous temperature conditions).
The biogas produced in the course of a regular technological process is discharged through the vents in the ceiling into the gas collector. The biogas recovered at the stage of preaeration of the generated air of dry fermenters and the production process initiation for its saturation with the required amount of methane of proper concentration, as well as the produced in the process of post-aeration (output production stage) biogas air blend are output to the biofilter and refined there.
Main components of the dry fermentation biogas plant are as follows:
- — Technological operation block with a module = dry fermentation plants of a hangar-container type (fermenters),
- — Main process water tank (primary collector)
- — Gas collector (gasholder)
- — Shaft of the process water secondary collection (secondary collector),
- — Power unit (co-generation plant) with internal combustion gas engine
- — Computer control unit of the gas energy plant, technical equipment and heating conduits
- — System of the biofilters of different types
CHARACTERISTIC FEATURES OF THE DRY FERMENTATION PROCESS
 The fermentation of the organic fraction of solid wastes with from medium to high dry matter content has a number of technological advantages, not so critical in comparison with liquid fermentation:
The fermentation of the organic fraction of solid wastes with from medium to high dry matter content has a number of technological advantages, not so critical in comparison with liquid fermentation:
• does not require continuous replenishment with the process liquid – «perkolat»;
• does not require mechanical agitation;
• does not require activation of the pumping equipment or loaders for the fermenter loading or unloading;
• does not require the pumping of the hostile concentrated process liquid with high organic substance content.
THEREFORE, THE GIVEN TECHNOLOGY HAS THE FOLLOWING GENERAL AND SPECIFIC ADVANTAGES:

- new process design, machinery and the newest technology of genuine German quality;
- fermentation process does not depend on the presence in the fermentation mass of the inert materials in wastes (sand, rocks, glass scrap) or other inclusions that are critical for other technologies (plastic, textile, etc.).
- in the given technology the mechanical attrition of mechanisms and machinery is minimized due to no rubbing parts contained;
- the possibility of «human» factor is excluded due to the all-around process automation;
- almost no wear of the components and equipment;
- very low level of energy consummation for the machinery and equipment operation supply.
MAIN FEATURES OF THE DRY FERMENTATION TECHNOLOGY:
• reliable engineering of all technological processes with low expenditure for their maintenance;
• reliability of nodes and machinery due to no excessive amounts of wearing out mechanisms contained (for example, compressor systems submerged in the hostile pump process liquid and so on); • contains the process fluid collector («perkolat» in large amounts provides continuous availability of biogas – from hydraulical, chemical and biological points of view (biogas conversion is optimized);
• contains the process fluid collector («perkolat» in large amounts provides continuous availability of biogas – from hydraulical, chemical and biological points of view (biogas conversion is optimized);
• unwanted inclusions in the fertilized material (stones, sand, glass scrap, plastic ...) does not prevent biogas emission;
• biological stability of the process is provided; easy process control;
• high level of the plant configuration modulation, low vulnerability of nodes, machinery, visibility of biogas emission periods;
• provides high quality «maturation» of the fermented material on the aerobic stage of fermentation;
• easy loading/unloading with the help of loaders;
• does not require separation of the liquid that MSW may contain from the solid wastes;
• low heat and electric energy consumption of the biogas recovery process: almost no electric power consumption for the proper needs of the plant and «self-heating» of biomass in the sealed tunnels;
• good quality biogas «output» in sufficient amounts;
• low capital expenditures
• compliance with high technical standards based on the advanced technological concepts of safety maintenance.
Structure
 Construction projects and modules of the plant will be designed according to European standards and in compliance with laws of the country of placement. Planning works include specified design, technological equipment with the calculations and documentation taken into account.
Construction projects and modules of the plant will be designed according to European standards and in compliance with laws of the country of placement. Planning works include specified design, technological equipment with the calculations and documentation taken into account.
All technological departments are organized in compliance with legislative standards including engineering services, ferroconcrete basement floor and strip foundation. Conditions for the permission of an industrial site development are as follows:
- ground conditions corresponding to 30 -50 кN/m²;
- ground water level is lower than the foundation laying level;
- the soil is free of toxic and hazardous substances.
Technological departments have steelwork construction with suspended façade in the form of separate composite sandwich panels. The roof structure is provided with insulation and is laid in plates of trapezoidal corrugated sheet steel covered with protective foil. All construction projects have an aeration system connected with the air refinement system. The infrastructure includes service and office rooms, storages, weighing platform, directors’ offices which constitute the so called "white area". The plant area is called "black". If an employee gets from black area to white, they must pass the protective sanitary section with hand washers, footwear washers and shower cubicles.
Construction projects and sites include:
- Infrastructure
- Conveyor transport system
- Input of wastes and mechanical preparation
- Controllable aerobic mixing process (MZR) and water refinement
- Biological drying including tunnels of 30 m long.
- Mechanical separation
- Output air treatment and refinement
- IT monitoring and measuring equipment
- Combined heat and power plant (CHP)
- Site development
- – Road construction
- – Waste water
- – Storm run-off
- – Water for sanitary needs and fire control
- – Central heating
- – Internal wiring
- – Telecommunications
- – Emergency electric generator
- – Area clearing
- – Proper technological site
- Operational and office equipment
- – Portable units
- – Department equipment
- – Laboratory equipment
- – Office furniture
- – Operation material
Analysis of wastes
In order to make an offer for the plant construction, the detailed waste analyses should be implemented as in the given example:
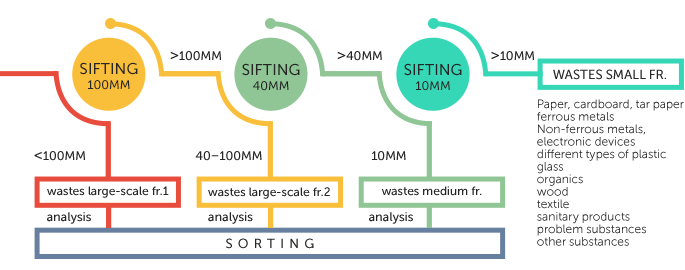
CHARACTERISTICS TO BE ANALYZED:
- The lowest and highest calorific value
- Ash content (ash residue and combustion losses)
- Water content, dry matter
- Content of such organic substances as total organic carbon (TOC)
- Analysis of elements: carbon, hydrogen, oxygen, nitrogen, sulfur
- Halogen content (chlorine)
- Heavy metals (at least - mercury, additionally - Cd, Pb, Zn, Cr or others)
RDF fuel
Alternative RDF fuel (refuse derived fuel) or solid secondary fuel is fuel recovered from wastes. For the RDF fuel production such waste fractions as synthetic fibre, leather and leather imitation, polymers, rubber, textile, paper and so on are used.
 Fuel capacity of RDF is 20000 ± 2000 kJ/kg.
Fuel capacity of RDF is 20000 ± 2000 kJ/kg.- Grain size of the RDF fuel = 20 mm.
- The content of hazardous components in the fuel is thoroughly controlled and does not exceed the permissible limits.
RDF fuel can be used as supplementary fuel in the furnaces of cement plants, combined heat and power stations, iron-and-steel furnaces. The usage of RDF fuel for combustion at cement factories can substantially reduce the consumption of primary energy resources (gas, fuel oil, coal) and reduce the costs for cement production. Based on the calorific value of materials 1,7 kg of RDF is equal to 1 m3 of gas.
The RDF combustion has less impact on the environment than the MSW combustion at waste incineration plants.
The presorting of the chlorine containing fractions and high temperatures of cement clinker production minimize the content of hazardous substances in the exhaust gases.
The implemented projects specify the innovational course of abandoning conventional waste utilization and turning to its efficient use and selecting valuable sorts of materials. The concept of RDF fuel fully conforms to the laws of resource preservation, closed cycle production and waste management.
RDF FUEL IS A MODERN TECHNICAL FUEL MATERIAL!
The crucial condition of the substantial cost reduction of waste treatment (by means of reusing its resource potential) is the system of fractionation of waste mixture to recyclable and fuel materials. It is the target of the development.
The RDF fuel recovered by means of the technology that we offer today is considered to be the best in characteristics and quality. Moreover, owing to our technology there are practically no tailings left, 2% at maximum.  The production method has higher return on investment than conventional garbage incineration technology.
The production method has higher return on investment than conventional garbage incineration technology.
The method of the RDF fuel recovery is planned to be rational and simple: proper biological drying of wastes, separation of combustible and recyclable materials, usage of the output material in the production cycle. Actually this technology represents a complex interconnection of biological and mechanical processes. In all it takes 6 production steps and one week to recover resource potential from garbage.
General parameters
- – The plant technical and operational parameters
- – The example is based on the standard German plant parameters
- – Average energy parameter of the input material (input of wastes): 7.000 kJ/kg
- – Simplified system of air control without regenerative thermal oxidation (RTO) conforms to European ecostandards.
| Parameter | Unit | Capacity |
|---|---|---|
| Throughput | tons of wastes/year | 100,000 |
| Plant input | t/day | 333 |
| t/h | 28 | |
| Minimum plant dimensions | ha | 3 |
| Plant loading time | h/gr | 3,600 |
| d/gr | 300 | |
| h/d | 12 | |
| Biological processes / Operational | h/gr | 8,760 |
| Air and water treatment time | d/gr | 365 |
| Secondary fuel production | h/gr | 8,000 |
| t/h | 4.80 | |
| h/gr | 38,000 | |
| Energy content in secondary fuel | kJ/kg | 16,000 |
| (depends on waste characteristics) | MW h/t | 4.5 |
| MW h/gr | 171,000 | |
| Total biogas output | nm³/gr | 4,550,000 |
| Biogas energy content (depends on waste characteristics) | MW h/gr | 32,000 |
| Proper power consumption of the plant (from the recovered biogas) | ||
|---|---|---|
| Electricity efficiency system of Combined heat and power station 40%) | MW h/gr | 7,300 |
| Heat energy (Combined heat and power station efficiency system 45%) | MW h/gr | 1,700 |
| Useful processed water production | % | 38 |
| Processed water output | m³/year | 38,000 |
| Share of the sorted out metal | % | 2 |
| Output of the sorted out metal | t/year | 2,000 |
| Mineral substance share | % | 10 |
| Mineral substance output | m³/year | 10,000 |
| CO2 emission reduction (carbon emission quota) | t/year | 82,000 |
Attention!
The energy production and share of raw materials depend on the input waste characteristics. As a waste recovery plant with mechanical and biological treatment the plant can solely extract and convert the input material. The sorting of recyclable and raw material (plastic, scrap of electronic devices, etc) as well as compost production is performed depending on waste structure and targets of the client.

Description
Municipal wastes are a valuable raw material, even if it seems to be garbage. Those times when municipal refuses were just taken to big dumping places are gone. On the one hand, the reason for that is connected with the prohibition of state authorities for the expansion of surface burials and the necessity of waste processing. On the other hand, the knowledge base in the industry of secondary raw material production has qualitatively increased.  Today modern technologies allow to separate wastes and to recover valuable raw material from it. The German technology of maximum productivity that we offer is a new, innovative technological process for municipal waste treatment and utilization. Its target is to recover all the materials and energy contained in wastes, as well as to use power potential as a valuable energy source. Therefore, instead of the storage and combustion the wastes are used most efficiently as a material source, high quality fuel and high-energy biogas.
Today modern technologies allow to separate wastes and to recover valuable raw material from it. The German technology of maximum productivity that we offer is a new, innovative technological process for municipal waste treatment and utilization. Its target is to recover all the materials and energy contained in wastes, as well as to use power potential as a valuable energy source. Therefore, instead of the storage and combustion the wastes are used most efficiently as a material source, high quality fuel and high-energy biogas.
 Due to the efficient processes the plant is not only environmentally friendly and does not contain hazardous emissions, but also totally of self-contained power supply: the plant is able to produce electrical and heat energy through biogas, both for its own needs, and extra amount for sale.
Due to the efficient processes the plant is not only environmentally friendly and does not contain hazardous emissions, but also totally of self-contained power supply: the plant is able to produce electrical and heat energy through biogas, both for its own needs, and extra amount for sale.
In addition, the plant can be equipped with an electric power station and supply inexpensive electricity, process stream, heat energy (for heating or cooling) to local industry objects. Our plant can support the stations of municipal and industrial sewage refinement by processing their waste products. Moreover, the disposal of hazardous wastes can be implemented.
Waste-free refuse processing plant
3 times more
- Profitable
- Environmentally friendly
- Efficient
than any other waste incineration plant
PERFORMANCE AND LOCATION
The performance, as well as location, are at the stage of discussion and are planned usually from the initial amount of 60.000-100,000 tons per year with a possibility to increase it in the future to 900,000 tons per year 3,000 tons per day due to addition of module systems and additional technological lines.
The plant can generate income from the sales of its products:
- High quality RDF fuel extracted from the processed wastes
- Biogas converted to autogas or an analog of natural gas
- Secondary raw materials:
- – Different types of plastic
- – Scrap of ferrous and non-ferrous metals and electronic equipment
- – Minerals (glass, porcelain ware remains, stones, etc.)
- – Energy:
- Electric (the output depends on the selected system)
- Process steam
- Energy of the heating or cooling of work networks
The plant minimizes the costs of the depositing of refuse remains (tailings). This rate is at a record low level – less than 2% at a German standard plant. No other technology shows such rates.
Main advantages of the technology
- does not require additional separation of wastes
- up to 3% of tailings
- does not require refinement facilities
- self-contained operation
- does not require water supply
- RDF fuel of high quality
- no hazardous emissions or odours
- high level automation